The Clean Energy Smart Manufacturing Innovation Institute (CESMII) recently announced its’ selections for its first public-private partnership projects to advance Smart Manufacturing technologies in the United States. Out of the 41 proposals submitted from 62 different organizations, The UConn project titled “Energy Management Systems for Subtractive and Additive Precision Manufacturing” spearheaded by UTC-IASE’s director Dr. George Bollas, was selected as one of only 10 projects from across the country. The ten nationally-selected projects, ranging from 12 to 24 months in duration, will be receiving approximately $10 million in funding, with an additional $6 million in cost share to advance Smart Manufacturing technologies.
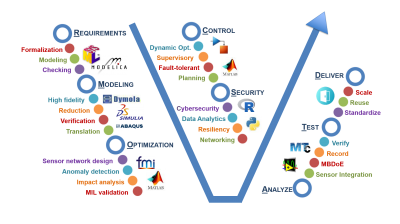
 The UConn project aims to develop and demonstrate benefits of using Smart Manufacturing (SM) approaches that are applicable to subtractive and additive precision manufacturing. The main objective of the project is to mitigate energy waste in manufacturing facilities, specifically additive and subtractive manufacturing, using model-based systems engineering principles. One of these principles is a process called Coordinated Utilization, which encompasses the fields of systems engineering, advanced controls, data analytics and secure communication protocols. This specific procedure enables efficiency improvements in the precision machining and hybrid manufacturing of metals/alloys to support cross-industry platforms, such as aerospace and orthopedics. This approach will be used to solve the problem of manufacturing waste in manufacturing facilities through five phases. To start, the requirements will be modeled and analyzed in terms of their energy saving capabilities. Sensor network architectures that identify the potential for energy savings will be implemented and optimized. Then, supervisory control structures will be designed for the realization of energy savings. Manufacturing big data will be reduced and securely communicated, and finally, validation of the resulting energy management systems in the manufacturing setting will be accomplished through a model in-the-loop environment.
The UConn project aims to develop and demonstrate benefits of using Smart Manufacturing (SM) approaches that are applicable to subtractive and additive precision manufacturing. The main objective of the project is to mitigate energy waste in manufacturing facilities, specifically additive and subtractive manufacturing, using model-based systems engineering principles. One of these principles is a process called Coordinated Utilization, which encompasses the fields of systems engineering, advanced controls, data analytics and secure communication protocols. This specific procedure enables efficiency improvements in the precision machining and hybrid manufacturing of metals/alloys to support cross-industry platforms, such as aerospace and orthopedics. This approach will be used to solve the problem of manufacturing waste in manufacturing facilities through five phases. To start, the requirements will be modeled and analyzed in terms of their energy saving capabilities. Sensor network architectures that identify the potential for energy savings will be implemented and optimized. Then, supervisory control structures will be designed for the realization of energy savings. Manufacturing big data will be reduced and securely communicated, and finally, validation of the resulting energy management systems in the manufacturing setting will be accomplished through a model in-the-loop environment.
Modules will also be used to help integrate the proposed approach into the Smart Manufacturing platform. Some of these modules include a platform-based system, a multi-level, heterogeneous and hybrid model of the manufacturing and ancillary equipment, predictive analytics, context-driven supervisory control architecture, scheduling of manufacturing operation, and big data analytics. Using these modules will help to facilitate a variety of advantages and objectives, such as enabling formalization and re usability, anomaly detection, enabling model and control interoperability, securing IoT communication protocols, and to maximize energy savings.
Focusing on the overarching goal to establish high impact and cost savings through advanced manufacturing technologies, UConn will partner with the Connecticut Center for Advanced Technologies (CCAT), United Technologies Research Center (UTRC), Pratt and Whitney, DePuySynthes, and Johnson & Johnson to implement their design, and to study its efficiency and effectiveness in the field. The first trial run will be conducted at manufacturing facilities of CCAT, which will be used as test beds for the implementation and validation of the research tasks and the methods developed in this experiment. After the initial testing is done at CCAT, the maturation and application of the methodologies and technologies developed in this project will be implemented in four stages. The first stage is the deployment of methods developed in manufacturing facilities in UTRC and Pratt and Whitney for energy and yield efficient production of components for the aerospace industry. The second phase is the deployment of the methods developed in the manufacturing facilities of DePuySynthes and the Orthopedics division of Johnson & Johnson, for the energy and yield efficient production of components for the orthopedics industry. The third stage will be to fill in the gaps and enhance the value of the SM platform by demonstrating the core capabilities developed on the SM platform, using tools available in the SM platform and by building new capabilities to be shared through the platform. The final stage is the development of training programs targeted to challenges in smart manufacturing deployment and talent gaps.
After the project completion in May of 2020, the team anticipates having achieved all the goals set forth for this project, and to help facilitate significant industrial impacts. The first of these goals is to lead a national effort to develop, research, test and widely validate SM technologies and practices in a continuously evolving manner. To test and validate SM technologies, the project will also need to develop a protocol for how these technologies should be employed and used effectively. To help with this, another goal for this project is to develop a road map for SM technologies, practices, services, and training and update the road map periodically as needed, to keep up with the changes and demand of the industry. The team will also work to support SM Research and development to provide capabilities for and collaboration in open, pre-competitive among multiple partners, parties, and companies. This work will help establish a technical education and workforce development program that leverages regional networks and will also stimulate growth of a SM domestic supply chain. Finally, at the end of the project, the team hopes to see that the research and work conducted will demonstrate participation of underrepresented groups in CESMII and that the work will be financially self-sustaining after the five-year period of federal funding. These goals and objectives set forth for this specific project are driven by the overall performance metrics for CESMII. Through all CESMII projects, the organization hopes to see energy productivity gains in US manufacturing doubled in 10 years, a 15% improvement in energy efficiency in industrial test beds within 5 years, costs of SM technologies reduced by 50% in 5 years, installed and operating costs of SM recovered through energy savings in 10 years, the SM workforce capacity in the US increased two-fold by 2020, and five-fold by 2030, and finally, the SM supply chain increasing value and participation 40% by 2030.
CESMII and all its partners aim to become financially self-sustaining after the end of the five-year federal funding period. This sustainability will be accomplished through the comprehensive membership model that CESMII is applying to industry members, as well as accomplishing both the project goals and the overall CESMII goals. As well as anticipating significant industrial impacts and an increase in sustainability, the CT project also projects to have significant reductions in manufacturing costs, energy savings, and a great increase in production efficiency.